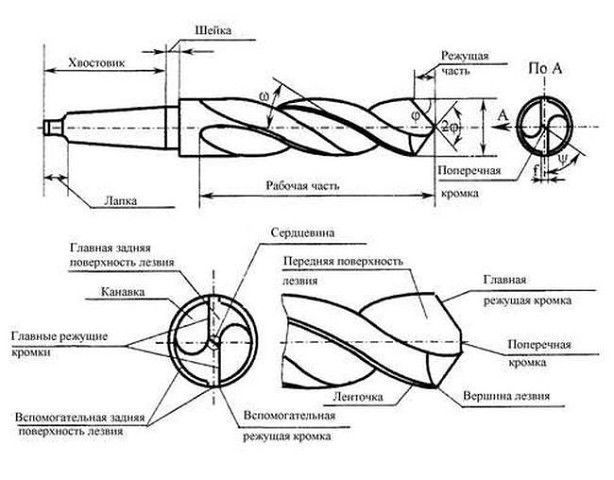
Настоящий хозяин никогда не станет выбрасывать даже недорогие сверла и постарается заточить даже сломанное сверло, поскольку после заправки оно ещё может отслужить довольно долго. Но для этого необходимо восстановить его геометрию в соответствии с заводскими параметрами. Это отчасти касается и перового сверла по дереву. Как заточить сверла по металлу правильно, чем проводить заточку разберёмся прямо сейчас.
Поскольку металл тверже дерева, то о заточке свёрл по дереву можно не вспоминать долгие месяцы, а то и годы. Любой, даже самый мягкий металл, не сможет быть обработан тупым и изношенным инструментом. Кроме того, что о качестве отверстия можно забыть, используя тупые сверла, сам процесс сверления сопровождается перегревом инструмента, а это ещё больше изнашивает инструментальную сталь. В производственных условиях существуют специальные приспособления для заточки свёрл, есть и бытовые заточные станки для спиральных свёрл, но мастера, как правило, используют заточной станок универсальный, в крайнем случае, при наличии опыта, можно заправить сверло болгаркой.
Заточить сверло можно по нескольким методикам и от этого зависит твёрдость обрабатываемого металла, а также немаловажную роль играет и диаметр сверла. Однако в любом случае стоит обратить внимание на некоторые моменты:
когда мы затачиваем сверло, его кромка должна быть строго параллельна оси заточного станка, в идеале — рабочей поверхности заточного круга;
в процессе заточки нельзя спешить и оказывать излишнее давление на кромку;
каждая режущая кромка на каждом сверле должна быть такой же длины, как и противоположная;
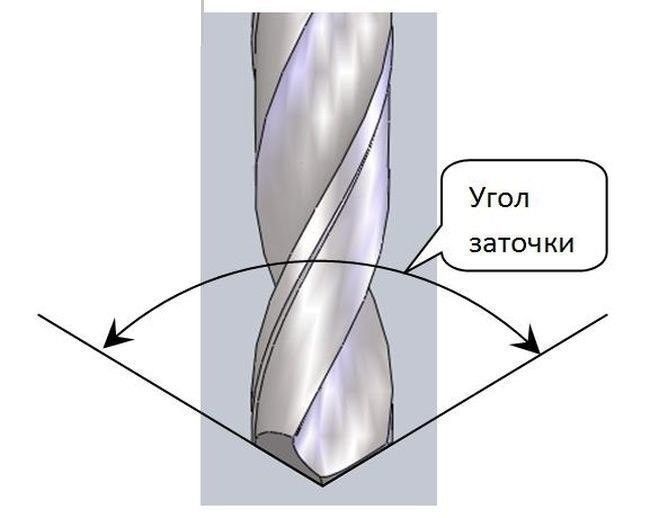
для каждого металла необходимо хотя бы примерно соблюдать свой угол заточки.
Именно опираясь на последний пункт, , которые образуют режущие кромки:
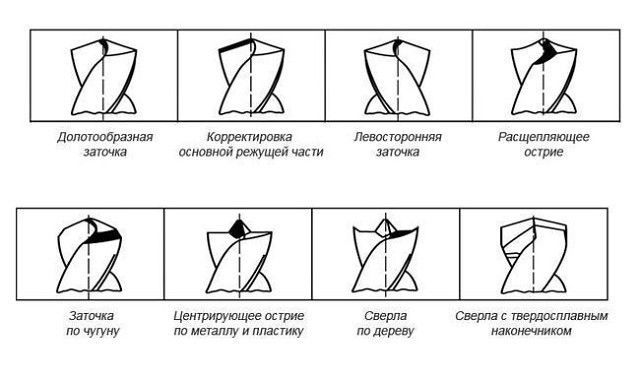
древесина, алюминий и хрупкие материалы требуют заточки под углом 140 градусов;
силуминовые сплавы, магниевые, а также пластики отлично сверлятся при заточке сверла под углом 90 градусов;
для сверления меди применяют угол заточки 125 градусов;
120-130 градусов — оптимальный угол для сверления мягкой бронзы и латуни;
для сверления стали, чугуна и твёрдой бронзы применяют угол 116-119 градусов.
А как же соблюдать такую точность, ведь 120 от 118 градусов на глаз отличить довольно сложно? Конечно, сложно. Для этого существуют специальные шаблоны, по которым сверяют углы заточки кромок. Зная угол, такой шаблон можно запросто изготовить своими руками, а со временем угол будет получаться автоматически.
В зависимости от диаметра сверла, может применяться несколько методик правки кромок. К примеру, для сверла диаметром не более 3 мм применяют одноплоскостную заточку. Это значит, что рабочая кромка затачивается только в плоскости, параллельной рабочей поверхности заточного станка или его оси. Есть некоторые нюансы, поскольку при таком методе правки может выкрашиваться рабочая кромка сверла, если перестараться с усилием прижатия. Поэтому таким методом затачивать надо аккуратно, тем более, что сверла небольшого диаметра.
Для сверла диаметром более 3 мм используют более сложный метод заточки — конический. Для этого сверло удерживается за хвостовик, кромка аккуратно прижимается к рабочей поверхности заточного круга. В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.
Победитовое сверло для сверления отверстий в бетоне затачивается ещё проще — для этого необходимо соблюдать угол между осью сверла и осью заточного станка строго 60 градусов, а угол поворота режущей кромки должен быть в пределах 170 градусов. Здесь спешить никак нельзя, поскольку есть риск сточить большую часть напайки, после чего сверло будет непригодно для использования, но имея определённые навыки, можно сточить металлическую часть сверла, освободив несколько миллиметров победитовой напайки, если есть такая возможность.
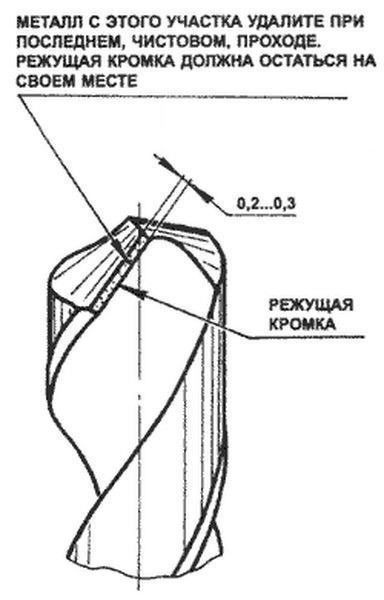
Самая распространённая ошибка при заточке спирального сверла любого диаметра — отрицательный угол между режущей кромкой и затылком. Чтобы этого избежать, необходимо просто следить, чтобы кромка в любом случае была выше затылочной части. Заправляйте инструмент правильно и удачной всем работы!